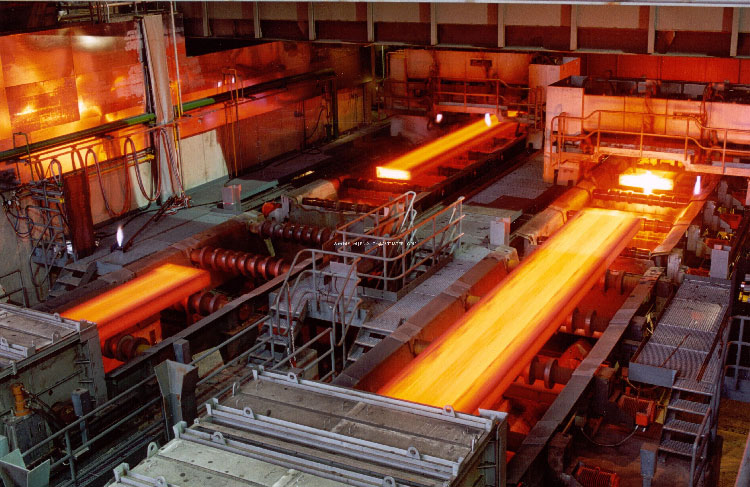
آهنگری چیست؟ [انواع، مزایا و معایب]







40%
تخفیف
413
Original price was: 25,000,000 ریال.15,000,000 ریالCurrent price is: 15,000,000 ریال.

20%
تخفیف
58
Original price was: 10,000,000 ریال.8,000,000 ریالCurrent price is: 8,000,000 ریال.

37%
تخفیف
69
Original price was: 6,000,000 ریال.3,800,000 ریالCurrent price is: 3,800,000 ریال.

مطالب زیر را حتما مطالعه کنید
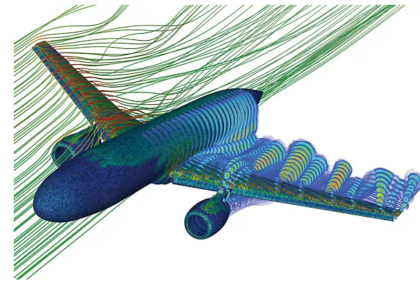
دینامیک سیالات محاسباتی (CFD) چیست؟
دینامیک سیالات محاسباتی (CFD) علمی است که از کامپیوترها برای پیشبینی جریانهای مایع و گاز...
معرفی نرمافزار پاورمیل تاریخچه و توسعه نرمافزار پاورمیل، یکی از قدرتمندترین ابزارهای CAD/CAM در صنعت...

کاربرد هوش مصنوعی در مهندسی مکانیک
انقلاب هوش مصنوعی در مهندسی مکانیک دنیای مهندسی مکانیک که همواره با ابتکار و خلاقیت...

کشف قدرت هوا: نگاهی به دنیای پنوماتیک آیا تا به حال فکر کردهاید که چه...

چگونه نیوماتیک جهان ما را به حرکت در می آورد؟ در این مقاله، دنیای هیجان...

هیدرولیک چیست؟ | اجزا و انواع سیستم هیدرولیک
تصور کنید با یک پمپ دستی یک ماشین را بلند کنید. این قدرت هیدرولیک است....
دیدگاهتان را بنویسید